通过认证
通过认证
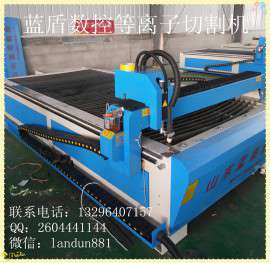
“西安上海通用LGK-100逆变手工等离子切割机 等离子切割机”参数说明
| 品牌: | 上海通用 | 类型: | 直流等离子焊机 |
| 电流: | 直流 | 控制方式: | 手动 |
| 驱动形式: | 电动 | 用途: | 切割 |
| 频段: | 中频 | 作用对象: | 金属 |
“西安上海通用LGK-100逆变手工等离子切割机 等离子切割机”详细介绍
1、西安等离子切割机切割应从边缘开始。尽可能从边缘开始切割,而不要穿孔切割。采用边缘作为起始点会延长消耗件的寿命,正确的方法是将喷嘴直接对准工件边缘后再启动等离子弧。2、西安等离子切割机减少不必要的“起弧(或导弧)”时间。起弧时喷嘴和电极的消耗都非常快,在开始前,应将割炬放在切割金属行走距离内。3、西安等离子切割机尽量保持割炬和消耗件清洁。在割炬和消耗件上的任何脏物都会极大地影响等离子系统的功能。更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面和喷嘴。4、西安等离子切割机采用合理的切距。按照使用说明书的要求,采用合理的切距,切距即切割喷嘴与工件表面的距离,当穿孔时,尽量采用正常切距的2倍距离或采用等离子弧所能传递的最大高度(关注微信公众号:材料科学与工程)。5、西安等离子切割机穿孔厚度应在机器系统的允许范围内。切割机不能在超过工作厚度的钢板上穿孔,通常的穿孔厚度为正常切割厚度的1/2。6、西安等离子切割机喷嘴不要过载使用。让喷嘴过载(即超过喷嘴的工作电流),将使喷嘴很快损坏。电流强度应为喷嘴的工作电流的95%为宜。例如:100A的喷嘴的电流强度应设定为95A。