通过认证
通过认证
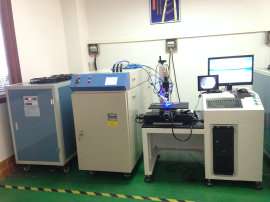
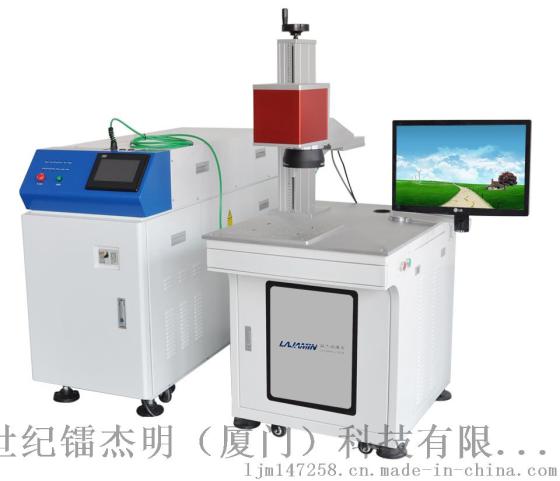
“专注不锈钢薄板(0.1-1.0mm)卷圆对接焊激光焊接机设备”参数说明
| 是否有现货: | 是 | 认证: | CE ISO FDA |
| 品牌: | 正信 | 作用对象: | 金属 |
| 原理: | 脉冲 | 电流: | 交流 |
| 用途: | 焊接 | 焦斑直径: | 0.1 |
| 激光焊接深度: | 0.1-2.5mm | 激光器上下行程: | 110mm |
| 连击时激光焊接频率: | 1-100HZ连续可调 | 最大激光功率: | 250W |
| 最大平均功率: | 200W | 型号: | ZXL-200 |
| 规格: | ZL-200 | 商标: | 正信 |
| 包装: | 装箱 | 激光类型: | YAG/光纤 |
| 激光波长: | 1064nm | 控制系统: | CNC2000 |
| 产量: | 1000 |
“专注不锈钢薄板(0.1-1.0mm)卷圆对接焊激光焊接机设备”详细介绍
随着我国不锈钢市场的不断扩大‚不锈钢板的消费量也逐年增加‚薄壁不锈钢板也已经深入到各种生产制造领域中‚因此薄壁不锈钢板的焊接也就成为生产制造中一个重要工序‚由薄壁不锈钢板自身的焊接工艺特点决定了其焊接存在的难度。

薄不锈钢焊接机最棘手的问题就是焊穿、变形:不锈钢薄板拘束度较小‚在焊接过程中受到局部加热、冷却作用‚形成了不均匀的加热、冷却‚焊件会产生不均匀的应力和应变‚焊缝的纵向缩短对薄板边缘的压力超过一定值时‚即会产生较严重的波浪式变形‚影响工件的外形质量。
解决不锈钢薄板焊接时烧穿、变形的主要措施有:
(1)严格控制焊接接头上的热输入量‚选择合适的焊接方法和工艺参数(主要有焊接电流、电弧电压、焊接速度);
(2)装配尺寸力求精确‚接口间隙尽量小。间隙稍大容易烧穿‚或形成较大的焊瘤;
(3)必须采用精装夹具‚夹紧力平衡均匀。焊接不锈钢薄板关键要注意:严格控制焊接接头上的线能量‚力求在能完成焊接的前提下尽量减小热量输入‚从而减小热影响区‚避免上述缺陷的出现。 不锈钢薄板采用氩弧焊变形是避免不了的‚只能采用分段退步焊接方法‚使用的电流不宜过大‚尽量缩短板材的受热时间‚这样能让板材的变形达到最小。

不锈钢薄板最好的是激光焊0.1MM都可以焊接‚激光光点大小任意调节‚能够很好的把控。变形比本上也是没有的。


薄不锈钢焊接机最棘手的问题就是焊穿、变形:不锈钢薄板拘束度较小‚在焊接过程中受到局部加热、冷却作用‚形成了不均匀的加热、冷却‚焊件会产生不均匀的应力和应变‚焊缝的纵向缩短对薄板边缘的压力超过一定值时‚即会产生较严重的波浪式变形‚影响工件的外形质量。
解决不锈钢薄板焊接时烧穿、变形的主要措施有:
(1)严格控制焊接接头上的热输入量‚选择合适的焊接方法和工艺参数(主要有焊接电流、电弧电压、焊接速度);
(2)装配尺寸力求精确‚接口间隙尽量小。间隙稍大容易烧穿‚或形成较大的焊瘤;
(3)必须采用精装夹具‚夹紧力平衡均匀。焊接不锈钢薄板关键要注意:严格控制焊接接头上的线能量‚力求在能完成焊接的前提下尽量减小热量输入‚从而减小热影响区‚避免上述缺陷的出现。 不锈钢薄板采用氩弧焊变形是避免不了的‚只能采用分段退步焊接方法‚使用的电流不宜过大‚尽量缩短板材的受热时间‚这样能让板材的变形达到最小。
不锈钢薄板最好的是激光焊0.1MM都可以焊接‚激光光点大小任意调节‚能够很好的把控。变形比本上也是没有的。